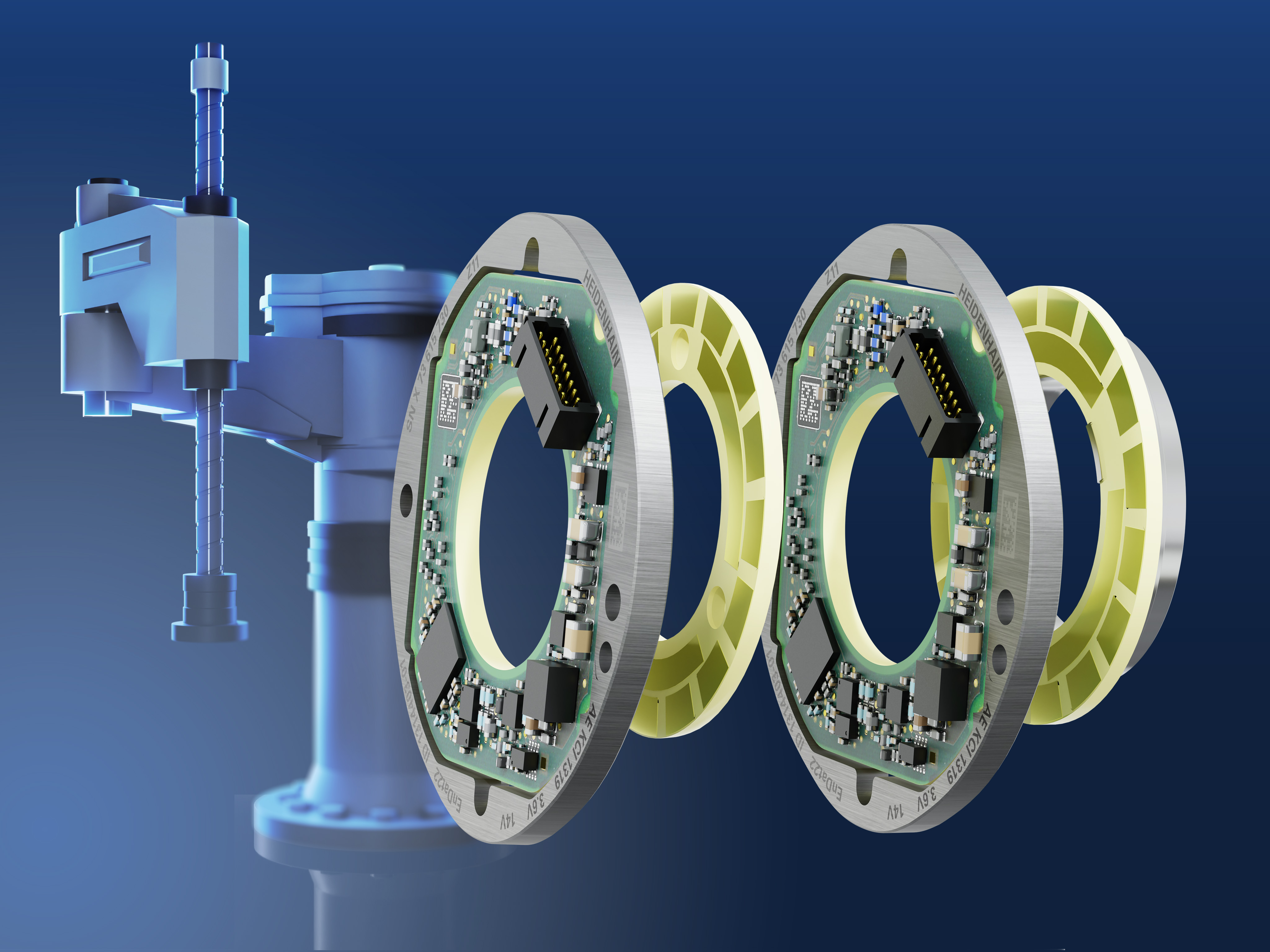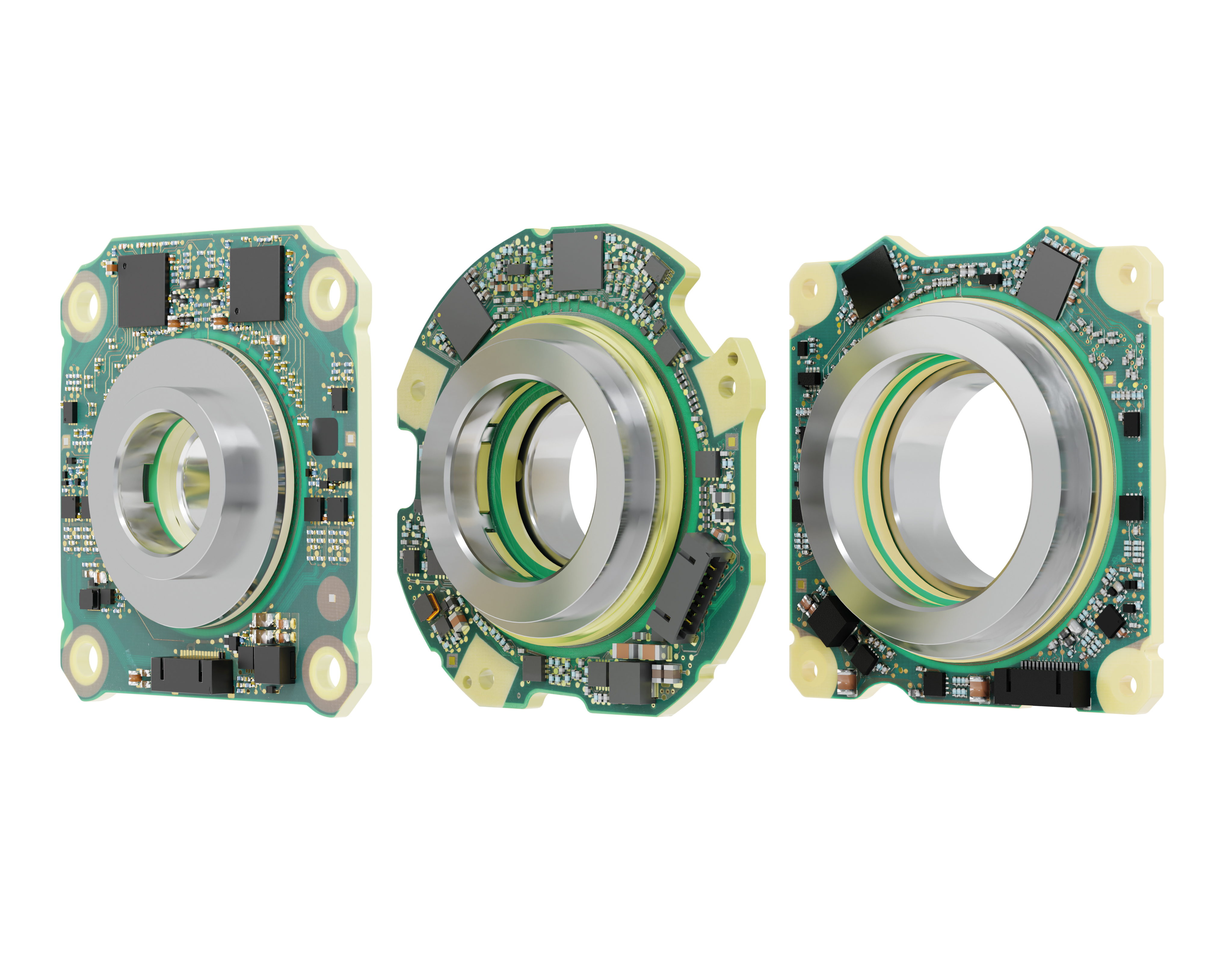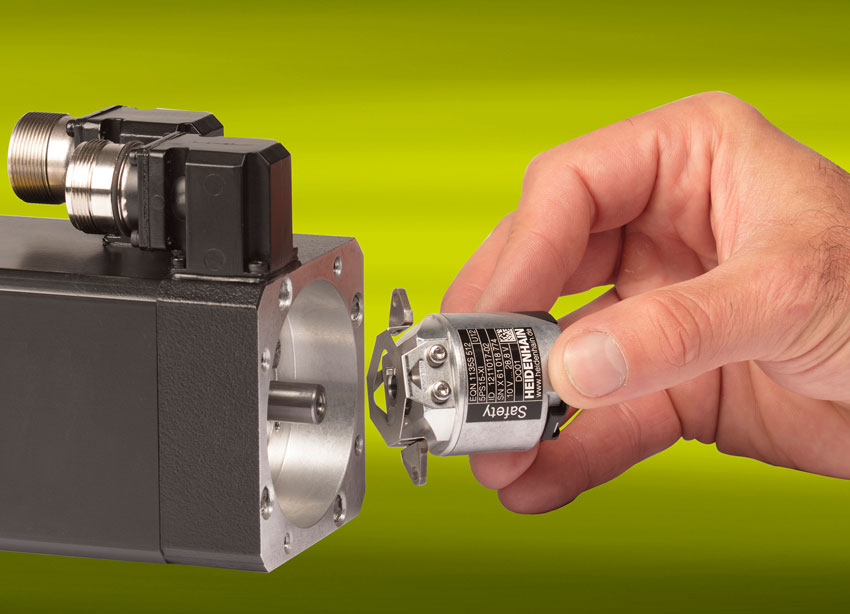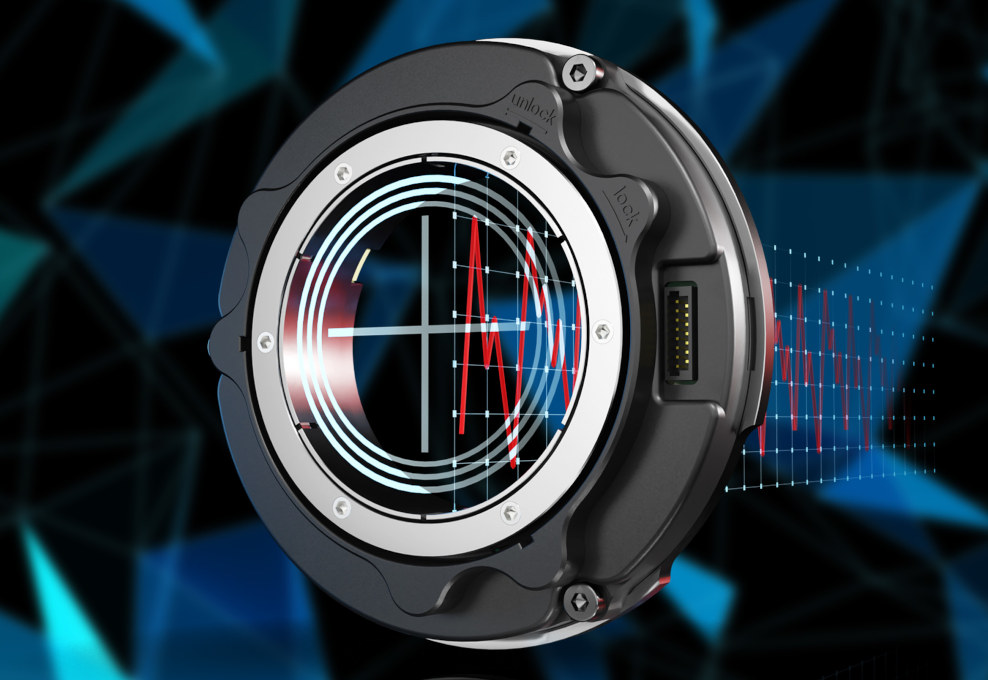
New from HEIDENHAIN at SPS: The ECI 123 Splus inductive rotary encoder with built-in vibration analysis
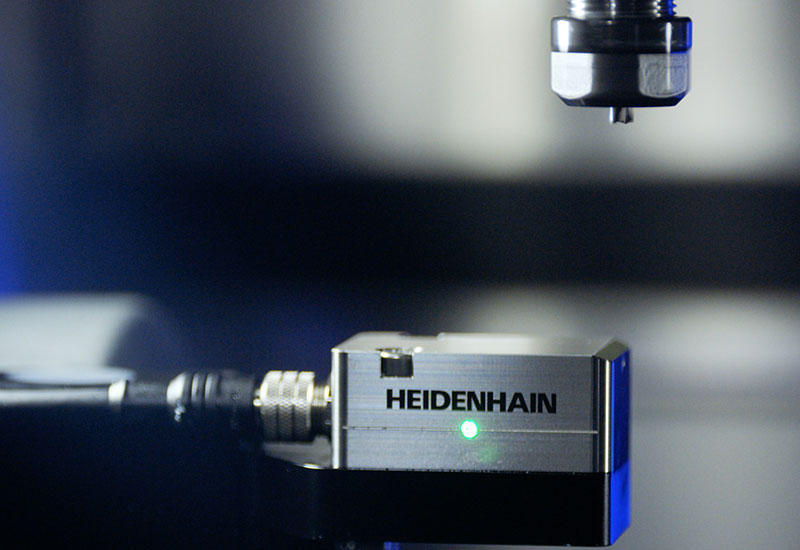
Featuring a built-in accelerometer, the new HEIDENHAIN ECI 123 Splus rotary encoder enables position measurement and vibration analysis in a single component. This added functionality simplifies condition monitoring and maintenance planning in high-wear automated systems.